

ʳƷ����ҩ������DCSϵͳ���̿���˵����



ʳƷ����ҩ�����ߵ��ϵͳ�µ�һ������Ŀ����Ƶ�����������������߿���ϵͳ�����ڼ��м�ز�����ǿ����˻���������������̬��ʵ���˶Ա�Ƶ����Զ�̼�ء?SPAN lang=EN-US>
����������ͳ��PLCʵ�м��п��ƣ����еĵ��¶�����������PLC���ƹ��ߺͽ����൱��������Ƶ�������ж����ߺͿ����ߣ��ڴ�����������Ӧ�ý϶࣬�������ģ�ĸ��죬�����²��ߵĹ������ͷ��ý϶ࡣ���߿���ϵͳ������Ʒ��㡢�ṹ����װ�����ص㣬ʡȥ�˴����Ĺ�����ߣ������˰�װ���á������������̬�����������߹�����Ϲ��ܣ�ʹ���Ժ�ά�������㡣ʳƷ����ҩ���������������߿���ϵͳ�С�
����
�����ֳ��������������տ����豸���ϲ��Զ��������豸֮���˫����ͨ�����磬���ÿɽ��м����ӵ�˫���ߵ���Ϊ���ߣ����нṹ��ִ��Э��ֱ�ۣ��۸�������ŵ㣬ͬʱ���������������⡣ͬʱ�����������淶��ͨ��Э�飬��λ���ֳ��Ķ���������������豸֮�估�ֳ��DZ���Զ�̼�ؼ����֮�䣬ʵ�����ݴ�������Ϣ�������γɸ�����Ӧʵ����Ҫ���Զ�����ϵͳ��
������һ�ֵͳɱ��Ļ���ͨѶ���ߣ��������ӹ�ҵ�豸��������ֳ����ߣ����ص��ǵͳɱ����������ס�֧�ֵij��Ҷ࣬���Ҳ���Ҫ�����������·��������ʿɲ��������Ƶ��£��������˶����ź��ߣ�����24V��Դ�ߺ�һ�������ߡ��豸���Դ�������ֱ�ӻ�õ�Դ���������ߵش����������Ӻ������豸�������ṩ�ĵ�ԴΪ8���࣬��������������ĵ�Դ��
����
����2���ҵĵ�ط���
�����������߹������̸��ӣ�ϵͳ�豸���ƽ϶࣬�ֲ������㹤���ڣ����Ƶ����λ�÷�ɢ������Ϊ���ͳ����ϵͳ�����������£�����ơ�ʩ�������Ժ�ά��������****����ȱ�㣬���ۺϿ��Dz��ò��û����豸���Ʋ㡢���м�ز�����������������ܿ�һ�廯���ϵͳ��
�������豸���Ʋ�Ϊ��Devicenet������Ҫ���Ƶײ��豸��
�������м�ز���վSLC504 PLCͨ�����ܲ���ϵĿ�����ģ�飬ͨ��ͬ���������PLC�Լ���ػ����Ͽ���������
���������������뼯�м��ϵͳͨ���������ӣ���̨��ػ�����վ�������������ݴ�����������ʦվ���ʼ��ҹ���վ����ӡ������������ͬһ����ҵ��̫����,��ײ���豸���Ʋ㹲ͬ���������ܿ�һ�廯����ϵͳ��
����
����3 ��Ƶ����Devicenet��
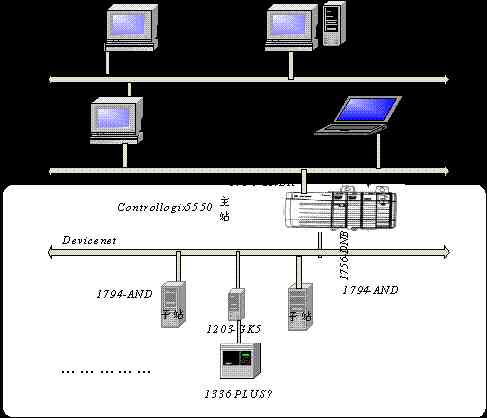
������ϵͳ�Ѽ��м��ϵͳ����������ϵͳ���豸���Ʋ���վPLC����������������ڡ��豸����ϵͳ���ع��鼰�ֲ�ʽI/O�ֳ������䣬����ֱ�ӿ����ֳ��豸����Ϣ�������ֳ�����ϵͳ��վPLCһ�Dz���AB��˾��Controllogix5550����������һ��Controlnet����[2]������Devicenet������һ��DH+������[3]��һ��վSLC504ͨ��1756-CNBRģ����Controlnet������ͨ�š���ع��鼰�ֳ��������ͨ��FlexI/O����Devicenet��[3]���ڵ�ع���������Panelview1400��Ϊ�ֳ��������棬Panelview1400�߱�Devicenet�ӿ�����������Devicenet�����ӡ�
�������������������������������ڷ�����ͳɱ������ο��������ص㣬���Ҳ���Ҫ�����������·������Ƶ���������ߣ���ԭ����ģʽ���ڱ��أ���ͨ��PLC�������ģ����������������½϶��ë�����罫�����߽��뱾����վ���˷�I/O�㣬������I/O��ģ�������˷�Ͷ�ʡ�����Ƶ������������ҪͶ��һ���ֽӿڿ�1203-GK5��Ͷ�ʣ�����ͨ������ʵ�ֿ��ƽ�ʡ��I/O�㣬[4]Ҳ�ܳ�������Ѽƻ�Ͷ��� �����ӿںͷ��ã��ر�����ʵ��Զ�̿��ƣ��������غ��п�ģʽ�����Զ����ú�Ƶ�ʵ����ã��Զ����̶ȸߣ��ұ�Ƶ�����ڿ��ƹ���һ�ǿɷ���ά�������Ͽɽ��ͱ����ȼ��ͷ��á�
�������������ۺ�Ȩ�⣬���Ҿ�����Ƶ���ϡ�
����
����4 �������
����4.1��Ӳ������
������� ���� �� ��
����1 �豸��ͨѶģ��
����2 ��Ƶ�� (1.5KW)8̨
����3 ��Ƶ�� (2.2KW)16̨
����4 �ֲֳ�����
����5 �ֲֳ��������ӵ���
����6 ��װ֧��
����7 ���ӵ��£�1�ף�
����8 ��̬���� RSNetWorx for DeviceNet��ԭ�У�
����9 �˻��������� RSView32��ԭ�У�
����4.2 1336PlusII��Ƶ������ͨѶ�ķ���
����1336 PLUS II��Ƶ��ͨ������1203-GK5�������磬����PLC �����е�1756-DNBģ�����ӣ���PLC ControlLogix5550ͨѶ��ʵ�ֶԵ���Ŀ��ƣ��ɶ�ȡ��Ƶ��״̬�֡�����Ƶ�ʡ���Ƶ���¶ȼ���������ȴ������̲���,
����ͼ1��
����
����
����
����ͼ1 ϵͳ�ṹͼ
����RSView 32�˻�������������ֱ�Ӻ͵ײ��豸����ͨѶ������ͨ��PLC��Ϊ���ݴ���ӿڣ���ͨ��controlnet����������PLC����ͨѶ��PLC��ͨ��1756-DNBģ�塢Devicenet���缰����1203-GK5��Ϊ���ݴ���������1336 PLUS II��Ƶ��ͨѶ��
�������ʹRSView32�ܹ����㡢������Ƶ���������ݴ��ͣ�ֻ���ڿ����Ҽ�ػ���Զ�̸��IJ������ɡ�1336 Plus II��Ƶ��ͨ��Devicenet����õ������ܻ����ƣ��ﵽԶ�̿���Ŀ�ġ�
����4.3 1336PlusII��Ƶ���ĵײ���Ƶ�·��
����4.3.1 ����1203-GK5����
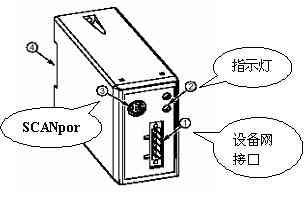
������ģ�����������豸���ʹ���SCANport�ӿڵ��豸����ͼ2��ʾ����������������CAN��һ�����еġ��ɿ��Ľӿڼ�����A-B��˾������SCANport�ӿ����ǻ���CAN�ӿڱ��¿������Ƶģ���Ϊ��Ƶ�������������豸��ͨѶ�ӿڡ�ͨ��SCANport�ӿڣ�A-B��˾�ı�Ƶ�������������豸���ϣ�����Ϊ�豸���ϵ�һ���ڵ㣬�������ϵ������豸������̬ͨѶ��
����
����
����
����ͼ2 1203-GK5���ʾ��ͼ
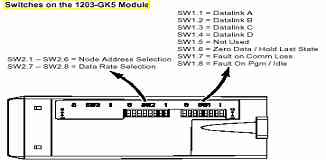
������ģ�鱳����������DIP���أ��������ýڵ�š������ʡ�����ͨ���ȣ���ͼ3��ʾ����1203-GK5��DIP����SW1��������ֵΪ�� SW1-1=0��SW1-2=0��SW1-3=0��SW1-4=0��SW1-5=0��SW1-6=0��SW1-7=0��SW1-8=0���ֳ�DIP����SW1ֵ���Dz��ó�������ֵ����ͼ3��ʾ��DIP����SW2��DIP����1-6�����趨��ַ������Ĭ��ֵΪ63���������Ƽ��㡣SW2-1��SW2-6�趨�豸���ڵ��ַ���������ýڵ��ַΪ111111��2����63��D������SW2-6��SW2-5��SW2-4��SW2-1�ɴ�С˳�����У��ڵ��ַ��ΧΪ0��63������ڵ��ַ�ɸ��ݱ����Ҫ�趨��SW2-7��SW2-8�趨���ݴ������ʣ������������ݴ�������Ϊ125K�����Dz��õı���125K���䡣
����
����
����